
Table of Contents
What is a Slurry Pump

A centrifugal pump converts the motor’s mechanical energy into kinetic energy through the rotation of the impeller. This rotation generates centrifugal force, drawing large amounts of mud into the pump. During this process, the solids in the slurry remain suspended.
The pump’s continuous motion pressurizes the slurry before discharging it from the outlet. As a result of specialized design and powerful power ensures that it never clogs.
Slurry pumps are designed to:
- Prevent Clogging: Large impeller passages ensure 90% clog-free operation.
- Resist Wear: Materials like high-chrome or rubber extend pump life by 20% compared to standard steel.
- Handle High Viscosity: Pumps manage fluids with viscosities up to 10,000 centipoise (CPS).
A slurry pump is a heavy-duty centrifugal or positive displacement pump engineered to transport abrasive, corrosive, and high-density slurries containing solids up to 260 mm in diameter.
Unlike standard liquid pumps, slurry pumps feature robust construction with high-chrome alloys (Brinell hardness 600+) or rubber linings, reducing wear by 20–30%. They achieve flow rates of 100–10,000 GPM and heads up to 260 ft, with 85% efficiency in handling slurries with 30–80% solid content.

Key characteristics of Slurry pump include:
- Materials:High-chrome (27–30% Cr, 650–750 BHN), rubber (R55), polyurethane (U38), or ceramic for 95% abrasion resistance.
- Flow Rate: 10–100,000 GPM (2.3–22,712 m³/h).
- Head: 10–325 ft (3–99 m).
- Power: 1–1,000 HP (0.75–746 kW).
- Solids Handling: Up to 270 mm (10.6 in) particles, with 60% solids by weight.
- Applications: Mining (40%), wastewater (25%), dredging (15%), chemical processing (10%)
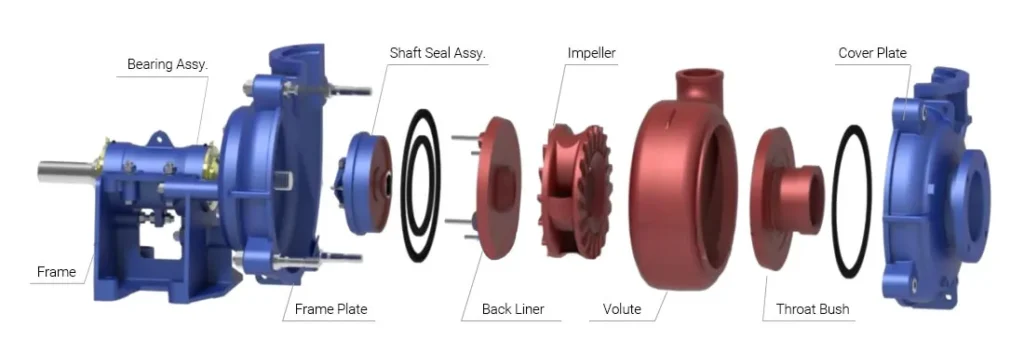
Core Components & Structures
- Impeller: Semi-open or open designs with 2–5 vanes, imparting centrifugal force (ASTM A532) (csidesigns.com, 2021).
- Casing: Thick, split casings with replaceable wear liners, reducing maintenance costs by 15% (sulzer.com, 2025).
- Shaft and Bearings: Large-diameter shafts and heavy-duty bearings minimize vibration by 25% (angroupcn.com, 2023).
- Seals: Mechanical or gland packing seals prevent 95% of leaks (daepumps.com, 2022).
Features and Advantages:
- Efficient transport: These pumps can transport slurries containing high solid content across extended distances. The pumps are engineered to effectively manage abrasive and corrosive materials.
- Reduced downtime: The pumps are engineered to minimize maintenance requirements. The sealing of the shaft is very important. It helps prevent slurry leakage. EDDY Pump offers a range of heavy-duty slurry pumps with multiple types of shaft sealing options.
- Cost-effectiveness: The design of these systems is optimized for high efficiency. It has minimal energy consumption and reduced operating costs. These slurry pumps are engineered with low maintenance in mind.
- High efficiency: These pumps are built to be highly efficient to save energy and maintenance expenses. The pumps deliver optimal flow and pressure with as little loss as possible from friction and other sources.
- Easy maintenance: These pumps are built to last with minimal upkeep to limit breakdowns and save money on repairs. Usually, slurry pumps are easily disassembled, and their parts inspected and replaced. High-quality mining slurry pumps require less maintenance.
How Does A Slurry Pump Work?
Our excavator mounted submersible slurry pumps offer outstanding efficiency advantages, including no need for electricity, exceptional wear resistance, effective anti-clogging, self-agitating capability, and infinitely variable speed.
Pansto Slurry Pumps are widely used in river dredging, sand and gravel extraction, engineering wastewater discharge, slag handling, sludge extraction, and the handling of various high-concentration abrasive slurries containing large particles.
In addition to our hydraulic pumps, we also provide an electric submersible slurry pump series to meet different customer need
This video demonstrates practical applications of our high-head vertical metal centrifugal slurry pumps in the environmental protection industry, currently performing wastewater and sewage treatment operations.
These pumps feature a single-casing centrifugal pump structure with high-chromium alloy wet-end parts, offering advantages such as high head, wear resistance, and corrosion resistance.
They are typically fixed on metal frames at the top openings of ground pits, sewage pools, or tanks, with the pump body fully submerged below the liquid surface during operation.
This video shows how our hydraulic submersible slurry pumps work with agitators and cutters, demonstrating their excellent efficiency and strong power. They feature a robust and durable design with high-chrome alloy wetted parts, capable of being driven by hydraulic power from an excavator or a separate hydraulic system.
These pumps are especially useful as excavator attachments, replacing grab buckets. They are easy to install, operate, and maintain, highly adaptable, and widely used for sand and gravel extraction and river dredging operations.
What are the types of Slurry Pumps
- Centrifugal Slurry Pump
- Horizontal Slurry Pump
- Vertical Slurry Pump
- Submersible Slurry Pump
- Positive Displacement Slurry Pumps
1. Centrifugal Slurry Pump
Pumps that are centrifugal are utilized to transport fluids via the conversion of energy into the hydrodynamic energy that the fluid flow. The fluid flows into the pump impeller near or close to the axis of rotation and is then accelerated by the impeller. It flows radially outwards into the volute chamber or diffuser (casing) where it is discharged.
Centrifugal pumps are usually selected for their superior performance, flow rates as well as their abrasive solution compatibility mixing capability as well as relatively easy engineering.
Applications:
- Sewage
- Mining
- Dredging
- Chemcial
- Petroleum

What is the best time to make use of a Centrifugal Slurry Pump?
Centrifugal slurry pumps are employed for liquids with high flow rates are required, if the mix contains abrasive or large hard or soft solids in high concentrations that can reach 100M pump head. Positive displacement pumps may also be utilized for slurry but need to operate at a lower speed to minimize the wear of the pump.
2. Horizontal Slurry Pump
Horizontal slurry pumps are the most common type of pump. As the name suggests, they are positioned horizontally, offering greater stability and ease of maintenance.
Due to their more stable structure, horizontal pumps are suitable for high-flow, high-pressure pumping environments and are ideal for long-term operation.
Applications:
- Mining tailings and slurry transportation
- Metallurgical slag transportation
- Flue gas desulfurization limestone pumping
- Chemically corrosive sludge pumping
- Port dredging

3. Vertical Slurry Pump
Vertical Slurry pumps can be highly customizable pumps that are designed to minimize maintenance and operating expenses. They need less floor space than horizontal pumps. They also have fewer wear parts and are made of the form of rubber or hard metal.
Vertical sewage pumps are specially designed to handle abrasive slurries. The pump head can be immersed in the liquid to extract sewage from the sump. Even if the sewage contains a large amount of solid particles, the sewage pump can still transport it smoothly.
Applications:
- Processing plant ground sump
- Pumping scale in steel mills
- Pumping machine tool chips
- Mine sumps
- Pumping pulp in paper mills

4. Submersible Slurry Pump
Submersible pumps are pumps that can be completely submerged and serve their intended function. Pump motors are usually installed in a water-tight chamber that is which is filled with oil to prevent water ingress.
The majority of the motors within these pumps are electric, operating on direct current or alternating current.
Applications:
- Sewage treatment plant
- Dredging
- Coal
- Energy

5. Positive Displacement Slurry Pump
Positive displacement slurry pumps differ from centrifugal pumps in that they rely on periodic changes in pump volume to transport liquids. Examples of positive displacement pumps include screw pumps, diaphragm pumps, and piston pumps.
Positive displacement pumps continuously squeeze fluid to the pump outlet through the compression of internal components. Positive displacement pumps can provide very stable flow and pressure, making them suitable for applications requiring consistent flow and pressure.
Applications:
- High-concentration, viscous slurries
- Slurry transfer
- High-solids fluid transfer
What are slurry pumps used for
Slurry pumps have extensive application in many industries due to their ability to handle challenging materials. Here are some prominent examples showcasing the versatility of these pumps:
Mining and Mineral Processing:
Mining requires transporting ore slurries, tailings (waste material), and sand-water mixtures during mineral extraction and processing stages. Slurry pumps are crucial for efficiently moving large materials for mining and mineral processing plants.
Dredging and Land Reclamation:
Dredging involves removing sediment from waterways for navigation, creating new land by filling in bodies of water, and extracting sand and gravel for construction purposes. Submersible and high-wear-resistant pumps are often used in dredging because they operate in harsh underwater environments.
Power Generation:
Slurry pumps convey coal slurries in coal-fired power plants and transport fly ash (a byproduct of combustion) for disposal or further processing in power generation. By handling these essential materials, they play a vital role in ensuring the smooth operation of power plants.
Oil and Gas Production:
Oil and gas production involves transferring drilling mud used during well drilling, transporting produced water (water extracted alongside oil and gas), and handling slurries in oil sands extraction. Pumps required for oil and gas production require specific features to handle the abrasive and sometimes corrosive materials encountered in the industry.
Chemical and Wastewater Treatment:
Slurry pumps move sludge and other solid-liquid mixtures during chemical processing and wastewater treatment stages. They help manage and process multiple waste streams effectively in these industries.
Paper and Pulp Production:
Transporting wood pulp slurries during the papermaking process. These applications often require pumps that efficiently handle large volumes of fibrous material.This list merely scratches the surface. Slurry pumps are vital in numerous other industries and contribute significantly to various industrial processes, from food and beverage production to environmental remediation.
How to maintain the slurry pump
Slurry pump maintenance ensures optimal performance longevity and prevents costly breakdowns. Here are some essential maintenance tips to remember:
- Regular Inspections: Look for signs of damage, corrosion, erosion, leaks, or abnormal vibrations. Early detection of these issues can prevent more extensive problems and costly repairs.
- Lubrication: To minimize friction and prevent wear, follow the manufacturer’s recommendations for lubricating bearings and seals for slurry pump maintenance. Use the specific type and grade of lubricant recommended for your pump model and operating conditions.
- Packing Maintenance: Regularly replace or adjust packing glands to ensure proper sealing and prevent leakage. The frequency of packing replacement will depend on the type of packing used, operating conditions, and the severity of the slurry being handled.
- Wear Plate and Liner Replacement: These components are designed to wear out first, protecting the pump casing from the slurry’s abrasive effects. Inspect worn plates and liners regularly and replace them as needed to maintain pump efficiency and prevent damage to the casing.
- Flushing: After operation, flush the pump with clean water to remove any residual slurry that could solidify and cause damage. This is particularly important for pumps that are not in continuous operation. Flushing helps prevent internal components from seizing up and ensures the pump is ready for the next operation.
- Record Keeping: Maintain detailed records of inspections, maintenance performed, and replacement parts used. This information is crucial for monitoring pump health, scheduling preventive maintenance, and identifying potential trends or recurring issues. You can anticipate future needs and ensure proactive maintenance practices by tracking maintenance history.
- Training: Ensure personnel for slurry pump maintenance and operations receive proper training. This training should cover safe operation practices, proper maintenance procedures, and troubleshooting common issues. Investing in staff training can promote safe and efficient pump operation, minimizing the risk of accidents and downtime.
Slurry pump maintenance is essential during operation. Only regular maintenance can maximize the lifespan of a pump and reduce total operating costs. The following are essential maintenance items:
- Check for any noise during operation. Any unusual noise may be due to impeller cavitation or loose parts.
- Check for normal flow. If the flow is below the target, check the pipes for blockages and check the valves for proper function.
- Regularly refill the oil tanks of moving components with lubricating oil to prevent wear due to lack of lubricant.
- Check for excessive bearing temperatures. If so, shut down the pump immediately and inspect the pump shaft for quality issues.
- Check for vibration in the pump. If so, shut down the pump for maintenance to prevent damage caused by excessive vibration.
How to Select the Slurry pump
Step 1: Analyze Slurry Properties
- Solids Content: 5–30% for centrifugal, 30–70% for positive displacement.
- Particle Size: <50 mm for centrifugal/vertical, up to 270 mm for gravel pumps.
- pH Level: pH 4–9 for high-chrome, pH <4 or >9 for stainless steel.
Step 2: Define Performance Needs
- Flow Rate: Match to system requirements, e.g., 500 GPM for medium-scale mining.
- Head: High-head for long distances, low-head for sumps.
- Power: 5–100 HP for small/medium applications, 100–1,000 HP for large-scale.
Step 3: Select Materials
- Abrasion: High-chrome or ceramic for Class 3–4 slurries.
- Corrosion: Rubber or polyurethane for acidic slurries.
Step 4: Consider Environment
- Submerged: Submersible pumps for deep pits.
- Space: Vertical pumps for sumps.
- Remote: Hydraulic pumps for off-grid sites.
Step 5: Evaluate Costs
- Initial Cost: Centrifugal ($2,000–$50,000), submersible ($5,000–$25,000).
- Maintenance: Annual inspections ($500–$5,000) prevent 95% failures.
- Warranties: 20–50 years for centrifugal, 10–20 years for positive displacement.
Step 6: Request Quotes
Contact suppliers like Taian OCEAN Pump for quotes. Compare three suppliers to save 10–20%.
How to Assemble a Slurry Pump?
This video shows the assembly animation of our PH heavy-duty metal slurry pumps.
These pumps are equivalent to Warman AH centrifugal slurry pumps, with fully interchangeable parts.
The gland packing seal components include the stuffing box, shaft sleeve, lantern restrictor, packings, and gland. The main high-chrome alloy wetted parts are the back liner, impeller, volute, and throatbush. Additionally, the assembly includes rubber seals, frame plate, cover plate, and connection bolts.