Table of Contents
There are many top slurry pump manufacturers worldwide. But how do you distinguish the quality of these suppliers and choose which one to purchase from? Pansto provides the answers.
Introduction to the Slurry Pump Industry
The slurry pump industry is a crucial sector in the world of manufacturing, playing a significant role in various industries such as mining, construction, and wastewater treatment. The top manufacturers of slurry pumps have been leading the industry with quality and innovation, setting the standards for performance and reliability.
To the Slurry Pump Industry
Slurry pumps are specialized pumps designed to handle abrasive and solid-laden fluids, known as slurries. These pumps are essential in industries where the transportation of such materials is required for various processes. The slurry pump industry is highly competitive, with numerous manufacturers vying for market share by offering innovative solutions and high-quality products
When it comes to handling abrasive, high-density slurries in industries like mining, dredging, and construction, choosing the right slurry pump manufacturer can make all the difference. A reliable pump supplier not only ensures long-lasting performance but also reduces downtime and operating costs.
What Makes a Slurry Pump Manufacturer “Top” Tier?
Not all slurry pump suppliers are created equal. Here are the key characteristics that define a high-quality manufacturer:
1. In-House Design & Manufacturing
Leading manufacturers design, cast, and assemble their slurry pumps in-house, ensuring strict quality control. This means better performance, better materials, and quicker lead times.
2. Wide Range of Pump Types
A top supplier offers a comprehensive range, including:
- Centrifugal slurry pumps
- Submersible slurry pumps
- Horizontal and vertical slurry pumps
- Heavy duty slurry pumps
- High pressure/High head slurry pumps
The wider the selection, the more tailored your solution can be.
3. Custom Engineering Solutions
Every application is different. The best slurry pump manufacturers offer customized solutions based on your operating conditions—such as particle size, temperature, pH, and flow rate.
4. Strong After-Sales Support & Spare Parts
Availability of slurry pump parts, quick-response support, and expert guidance are essential. A strong service team helps you reduce maintenance costs and maximize uptime.
5. Global Reach and Local Expertise
Top brands serve international markets and provide localized service. Whether you’re in Southeast Asia, the Middle East, or South America, the best suppliers know your challenges and respond fast.
How to choose a Slurry Pump Supplier
| Criteria | Why It Matters |
|---|---|
| Industry Experience | Proven expertise means fewer risks and better recommendations. |
| Material Quality | Pumps made of high-chrome alloys or wear-resistant rubber perform better in abrasive applications. |
| OEM or ODM Capability | If you’re a distributor, OEM services can give your business a brand edge. |
| Lead Times & Delivery | Fast production and global shipping ensure minimal project delays. |
| Technical Support | Field installation, troubleshooting, and pump selection support adds long-term value. |
| Certifications | ISO, CE, and industry-specific certifications reflect a serious quality commitment. |
Top 10 Slurry Pump Manufactures In the World
1.Warman –Weir Group(UK)
Warman, a manufacturer of slurry pumps, offers a wide variety of centrifugal pumps suitable for various uses.
Warman is a well-known pump manufacturer in the industry, renowned for its durable and efficient centrifugal pump, including reciprocating pumps with positive accurate alignment. The company serves sectors like mining, mineral processing, and other heavy industrial applications due to their industrial pumps’ robust construction and ability to handle abrasive materials.
However, despite their strong reputation and reliability, Warman’s range of products do show some limitations in terms of variety and versatility. The company offers a relatively limited number of product lines compared to competitors’ wide range of pumps. This can be a drawback for customers looking for highly specialized solutions or pumps tailored for niche applications outside of Warman’s primary markets.
2.Metso Outotec(Finland)
Metso Outotec is a pump company recognized for providing a wide range of sludge and dredge pumps, catering especially to the rigorous demands of the mining and mineral processing industries. Their centrifugal pumps are designed to handle challenging slurry pumping tasks, which involve moving mixtures of water and solids in suspension, often under tough conditions. These pumps are built to withstand abrasive and corrosive environments, making them highly suitable for applications in ore processing, tailings management, and similar heavy-duty industrial settings.
Despite their effectiveness in these demanding applications, Metso Outotec’s offerings do face some limitations in terms of design flexibility. The company’s focus is predominantly on robust, heavy-duty pumps, which means their design options are often geared towards specific, high-intensity industrial applications. This specialization can be a disadvantage for users seeking pumps for more varied or less extreme environments. For instance, industries that deal with less abrasive or mildly corrosive materials might find the pump features overly robust and not as cost-effective for their needs.
Furthermore, the lack of broader design options could restrict Metso Outotec’s pumps from being suitable for applications where different pump configurations or materials are necessary to optimize performance, save energy and increase efficiency. Many industries, such as water treatment, food processing, or certain chemical sectors might require pumps and fluid handling products with different operational characteristics, such as lower flow rates, different impeller designs, high pressure capabilities or materials that are compliant with food-grade standards.
In essence, while Metso Outotec excels in delivering high-performance sludge and dredge pumps for mining and mineral processing, the limited variability in pump designs might not be optimal for industries requiring a more diverse range of pumps and pumping solutions. This could compel potential users to explore other leading pump manufacturers that offer a wider array of design options catering to a broader spectrum of industrial processes.
3.KSB(Finland)
KSB, headquartered in Germany, is a multinational manufacturer of pumps, valves, and related systems for various applications, including water supply, wastewater management, and industrial processes.
KSB products have become established on the Finnish market ever since the 1920s. Today, over 90 employees work with KSB’s products in Finland and in the Baltic countries. We are commited to excellent service, expertise and being close to our customers.
The KSB Group is one of the leading suppliers of quality pumps and valves and related services with an annual sales revenue of almost 3000 million euros, the company has a presence on all continents with its own sales and marketing organisations, manufacturing facilities and service operations.
The video showcases KSB’s expertise in these areas through the testimonies of customers, project leaders, and water-handling experts in their native language. KSB contributes to solving the water crisis. KSB offers products and expertise covering the entire water cycle.
4.EDDY Pump Corporation(USA)
EDDY Pump is one of the leading global manufacturers of slurry pumps. The company’s products are particularly good for handling high-density industrial fluids. The pump specialists’ patented products are manufactured using precise engineering and durable materials, including double mechanical seals which offer long service life and prevent seal contamination.
Easily one of the best pump manufacturers, Eddy Pumps can handle non-clog, high viscosity, high specific gravity, and heavy duty slurries, with 40-70% solids pumping by volume. Manufacturing pumps for power plants, flood control, oil and gas and wastewater applications as well, Eddy Pump just celebrated its 40th year as a leading pump manufacturer. The pump company offers exceptional customer service for all pumping systems, including those for the power generation, wastewater management and chemical processing industries.
Eddy Pump reputation as one of the best pump manufacturers is strengthened by its high quality manufacturing facilities in both Southern California and Baja California in Mexico.
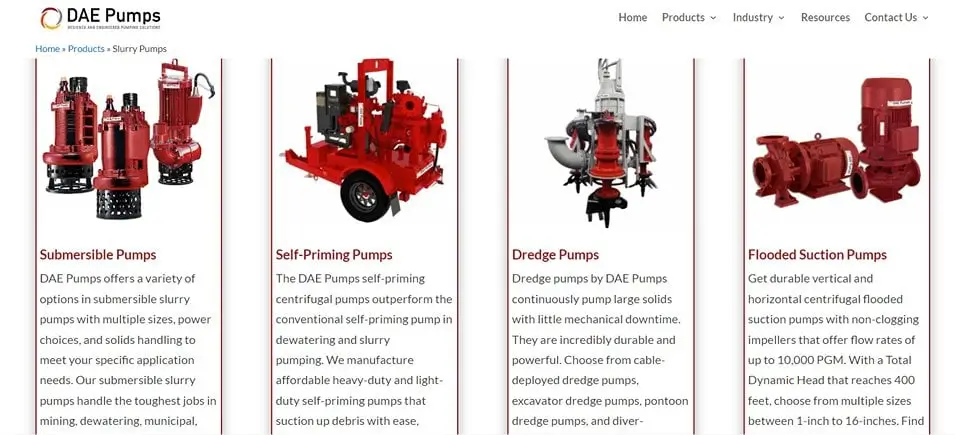
5.DAE Pumps(USA)
DAE Pumps offers a wide range of efficient and reliable heavy duty slurry pumps for handling abrasive and corrosive materials and high density slurries.Our slurry pumps are built to withstand harsh conditions,providing exceptional performance and extended service life.As one of the top industrial pump manufacturers,DAE’s self priming centrifugal pumps,submersible pumps and niche pump systems such as twin screw pumps,three screw pumps and magnetic drive pumps make it a world class leading manufacturer of fluid handling systems.Equipped with features like high-quality impellers,wear-resistant materials and innovative sealing mechanisms like mechanical seals that resist seal contamination,our industrial pumps minimize downtime and maintenance costs.
Ideal for mining,dredging,construction,wastewater treatment,and oil and gas,our energy efficient pumps excel at transporting solids-laden fluids like sand,gravel,coal,and ore.Their robust construction ensures the handling of high concentrations of solids without clogging,maximizing productivity.With versatile configurations available for different flow rates,head pressures,and motor power,our pump solutions cater to diverse application requirements.
6.Sulzer (Swiss)
Sulzer is a Swiss industrial engineering and manufacturing company that produces pumps and equipment for the oil and gas, power, and water industries. They are known for their focus on innovation and sustainability.
Sulzer is a global leader in critical applications for core infrastructure and processes for large essential industries around the world. We ensure the security, quality and durability of critical goods and services by supporting energy security, natural resource management and efficiencies in process industries. This in turn supports the transition to a circular economy.
Sulzer integrated solutions add significant value by enabling energy efficiency, carbon emissions and pollution reduction, and process efficiency improvements. Customers benefit from our commitment to innovation, performance and quality through our responsive network of 160 world-class manufacturing facilities and service centers across the globe. Sulzer has been headquartered in Winterthur, Switzerland, since 1834.
7.Pansto Pump Co.,Ltd(China)
At Pansto Pump, we focus on innovation to improve pump performance, extend wear life, and reduce maintenance and operating costs.
We supply a full range of slurry pumps — including horizontal centrifugal pumps, vertical sump pumps, submersible pumps, gravel and dredge pumps, and froth pumps — for heavy-duty industrial applications.
With complete end-to-end capabilities, we deliver durable and cost-effective pump solutions tailored to customers worldwide.
We understand every working condition is unique.From high head to high abrasion applications,we provide tailored solutions to maximize your system efficiency.
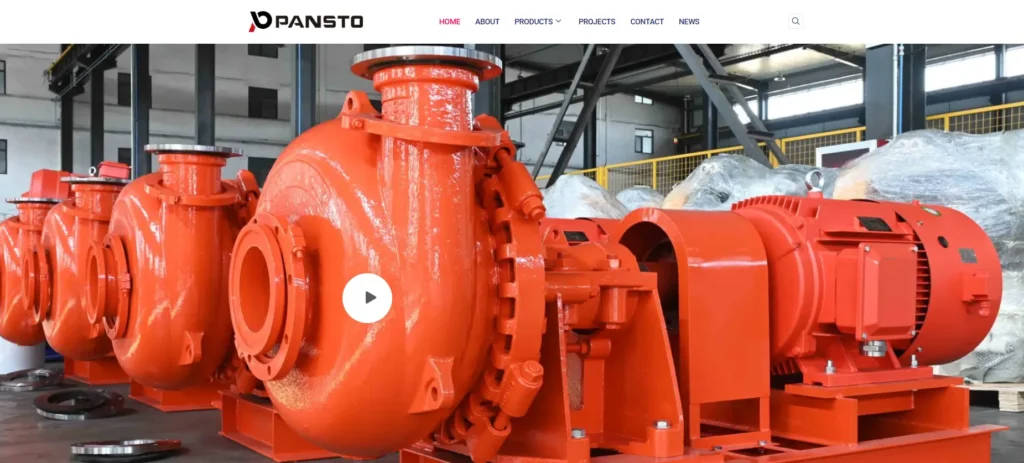
We are a professional slurry pump manufacturer and supplier from China. This video showcases our common range of centrifugal slurry pumps and slurry pump parts, as well as some of our production processes.
We provide reliable one-stop slurry pump solutions, including direct replacements for Warman slurry pumps and parts.
Strict Quality Control System
We apply advanced testing technologies—including flaw detection,spectrometry,material analysis,and pressure testing—to ensure every pump meets the highest quality standards.
8.Flowserve(USA)
Flowserve is a prominent manufacturer in the pump industry, known for its broad spectrum of pumping solutions (including rotary vane pumps) tailored to meet the diverse needs of multiple sectors, as well as its water treatment equipment. Their product lineup includes centrifugal pumps, which are widely utilized across industries such as oil and gas, water treatment, and mining due to their efficiency in moving fluids through a rotational motion facilitated by one or more impellers. Additionally, Flowserve provides positive displacement pumps, favored for applications requiring precise volume management, delivering a constant amount of fluid with each mechanical cycle, making them ideal for handling viscous fluids or when pressure conditions vary.
The company also specializes in submersible pumps, which are essential for pumping fluids from deep water sources or submerged applications, ensuring durability and effective operation in fully submerged conditions. Furthermore, Flowserve’s Vertical Turbine Pumps are specifically engineered for deep water extraction processes, offering a robust design capable of operating efficiently in lower submergence conditions compared to other pump types.
9.Xylem(USA)
Xylem is recognized globally as a supplier of slurry pumps and associated water technologies, with a strong emphasis on innovation and sustainability. Their comprehensive range of centrifugal pumps are engineered to be resistant to wear and corrosion, attributes that are essential for handling abrasive slurries typically found in harsh industrial environments. These pumps are designed to move slurry, which consists of solid particles suspended in liquid, efficiently and effectively, ensuring optimal performance under demanding conditions. The durability and robust construction of Xylem’s pumps make them ideal for sectors where the movement of aggressive media is a routine requirement.
The use of Xylem’s slurry pump extends across various industries, including mining, mineral processing, water and wastewater applications, and the manufacturing sector. These pumps are integral in applications such as ore processing, tailings management, and the treatment of industrial effluents, where the reliability and efficiency of the pumping system directly impact operational productivity and environmental compliance.
However, the specialization of Xylem’s centrifugal pumps also means that they are optimized for specific types of tasks that involve abrasive or corrosive materials. This focus on specialized applications limits their suitability for broader or less intense pumping needs, where different pump types or configurations might be more appropriate. As such, while Xylem’s pumps excel in their designed roles, their application scope might not cover all potential industrial needs, particularly in environments where the material characteristics or operational demands differ from those anticipated by their specialized designs.
10.ITT Goulds Pumps(USA)
ITT Industrial Process (IP) is a dynamic business expanding on a global scale. Headquartered in Seneca Falls, New York, IP offers a portfolio of world-leading brands in industrial pumps, valves and monitoring and control equipment, offshore water treatment systems, and plant optimization and efficiency systems, as well as aftermarket services and parts.
ITT Goulds Pumps is among the most widely recognized and respected brands in the global pump industry, serving customers in the energy, mining, power, chemical, pulp & paper, water & wastewater, and general industrial markets. ITT Goulds Pumps continues to lead the industry in both mechanical pump design and the adoption of smart technologies.